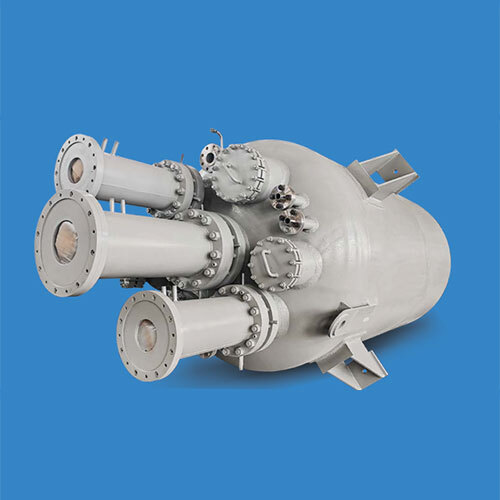
About 100L Titanium Composite Plate Distillation Industrial Reactor
Discover the 100L Titanium Composite Plate Distillation Industrial Reactor, a remarkable apparatus for industrial applications. Engineered with elite SS material, this reactor offers unparalleled efficiency and durability. Its rare blend of modern technology and robust design makes it ideal for chemical processing, pharmaceutical manufacturing, and food processing. With an unprecedented capacity of 100 liters, this top-tier reactor is available in classic silver and blue finishes. Conveniently hosted by an instant checkout marketplace, this new condition product is exported worldwide by our Indian team of manufacturers and suppliers.
100L Titanium Composite Plate Distillation Industrial Reactor Features
Experience notable advantages such as precise distillation capabilities and robust construction with this industrial equipment. Easy usage methods and advanced design ensure excellent processing results in diverse industrial applications. Engineered for modernity, it includes exceptional features supporting high-efficiency operations.
Convenience in Export and Purchase of 100L Distillation Reactor
Our main export markets span from Asia to global destinations, ensuring wide availability. Capitalize on short delivery times and transparent payment terms. Clearly marked asking prices and secure packaging enhance the appeal of this industry-leading product, facilitating seamless exchanges.
FAQs of 100L Titanium Composite Plate Distillation Industrial Reactor:
Q: How is this 100L Titanium Composite Plate Distillation Industrial Reactor used?
A: This reactor is used for distillation processes in chemical, pharmaceutical, and food industries, ensuring optimal results.
Q: What are the notable material properties of this reactor?
A: The main material is titanium composite steel, ensuring both durability and resistance to chemical reactions.
Q: When can I expect delivery after placing an order?
A: Delivery times are typically short and depend on location, ensuring timely receipt of your product.
Q: Where is this reactor manufactured?
A: This reactor is expertly manufactured in India by leading industrial equipment suppliers.
Q: What is the advantage of this reactors design?
A: The design ensures robust performance, accommodating various distillation needs across industrial applications.
Q: Can this equipment be used in food-grade processing?
A: Yes, this reactor is suitable for food-grade processes, adhering to industrial hygiene and safety standards.
 Send Inquiry
Send Inquiry






 Send Inquiry
Send Inquiry
 English
English Spanish
Spanish French
French German
German Italian
Italian Chinese (Simplified)
Chinese (Simplified) Japanese
Japanese Korean
Korean Arabic
Arabic Portuguese
Portuguese