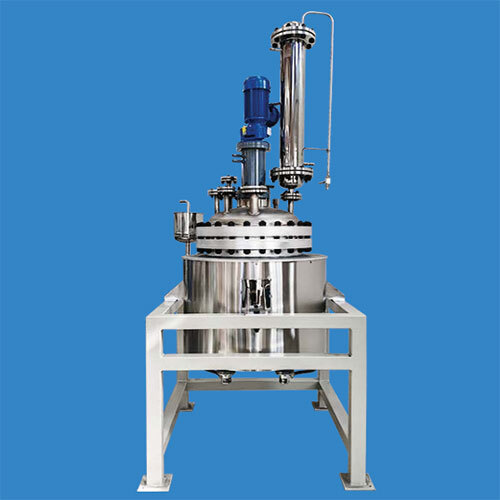
About 100L Distillation Pilot Reactor
The 100L Distillation Pilot Reactor is a state-of-the-art industrial solution, crafted from high-quality stainless steel and engineered for supreme efficiency. Ideal for chemical processing, pharmaceutical manufacturing, and food processing applications, its robust design and unmatchable capacity of 100 liters ensure gilt-edged performance. This reactor, available in an elegant grey finish, is renowned as a fresh innovation for advance purchases. Being a popular choice among manufacturers and suppliers worldwide, it offers superior durability and reliability, becoming a prime product from India.
Applications of the 100L Distillation Pilot Reactor
This reactor is primarily used for industrial purposes, spanning the areas of chemical processing, pharmaceutical manufacturing, and food processing among others. Additionally, it is highly sought after for various surface treatments and diverse applications ranging from experimental setups to controlled production cycles. Its versatility renders it an invaluable tool across industries.
Export and Purchase Details of the 100L Distillation Pilot Reactor
We cater to a wide export market globally, offering the lowest prices and immediate sample availability upon placement of purchase orders. With a ready transportation setup and a dedicated FOB port service, this reactor ensures smooth and reliable delivery for international clients.
FAQs of 100L Distillation Pilot Reactor:
Q: How can the 100L Distillation Pilot Reactor be utilized effectively?
A: The reactor is designed to support a variety of industrial processes including chemical processing, pharmaceutical manufacturing, and food processing within its 100L capacity.
Q: What are the main materials used in the reactors construction?
A: The reactor is constructed using reliable and durable stainless steel, ensuring longevity and high performance in industrial applications.
Q: Where is the 100L Distillation Pilot Reactor primarily exported to?
A: It is exported globally, with a strong presence in markets requiring high-quality industrial reactors.
Q: Is a sample available for the 100L Distillation Pilot Reactor?
A: Yes, samples of the reactor are available upon request to facilitate customer reviews and decisions before purchase.
Q: What are the benefits of choosing this specific industrial reactor?
A: The reactor offers advanced features, exceptional durability, and versatility, making it an efficient and cost-effective option for industrial usage.
 Send Inquiry
Send Inquiry





 Send Inquiry
Send Inquiry
 English
English Spanish
Spanish French
French German
German Italian
Italian Chinese (Simplified)
Chinese (Simplified) Japanese
Japanese Korean
Korean Arabic
Arabic Portuguese
Portuguese