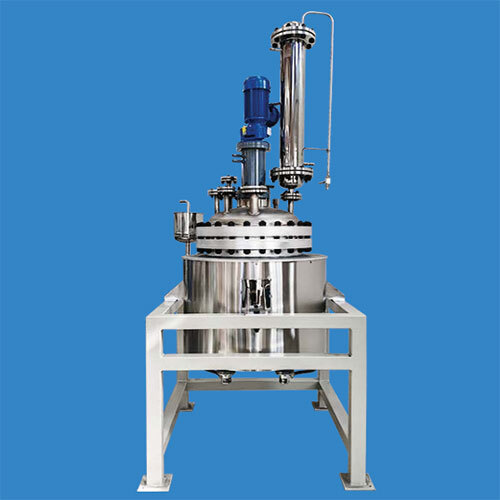
About 500L Electric Heating Stainless Steel Distillation Reactor
The 500L Electric Heating Stainless Steel Distillation Reactor is a trending mechanical marvel highly sought after for industrial applications like chemical processing, pharmaceutical manufacturing, and food processing. Crafted from high-quality stainless steel, this scarce product embodies durability with its invincible design. Available in stunning silver and grey finishes, its grand capacity makes it terrific for heavy-duty usage. Manufactured in India, this reactor exemplifies excellence, ensuring optimal performance for global exporters, manufacturers, and suppliers alike.
Features & Benefits of the Distillation Reactor
The reactor features a grand 500-liter capacity coupled with electric heating for optimum performance. Its superior stainless steel construction ensures durability and efficient chemical reactions. Perfectly suited for industrial needs, its application spans chemical processing and pharmaceutical manufacturing, making it a terrific investment.
Sample Policy & Delivery Specifications
We offer samples to help users evaluate the reactors functionality before purchase. The reactor, certified for its quality, will be carefully handed over through reliable shipping networks. Delivery time is estimated based on your location, ensuring swift exchanges.
FAQs of 500L Electric Heating Stainless Steel Distillation Reactor:
Q: What are the applications suitable for this distillation reactor?
A: The reactor is suitable for chemical processing, pharmaceutical manufacturing, and food processing applications due to its robust design and efficiency.
Q: How is the delivery time calculated for the reactor?
A: The delivery time for the reactor is estimated based on the customers location and order quantity to ensure timely and safe delivery.
Q: Where is the reactor manufactured?
A: This reactor is manufactured in India, using advanced techniques and high-quality stainless steel.
Q: What certifications does the reactor hold?
A: The reactor is certified for its excellent quality and compliance with industrial standards.
Q: How can the reactors capacity benefit industrial users?
A: Its grand 500-liter capacity is ideal for large-scale operations, enhancing productivity and efficiency in industrial processes.
 Send Inquiry
Send Inquiry





 Send Inquiry
Send Inquiry
 English
English Spanish
Spanish French
French German
German Italian
Italian Chinese (Simplified)
Chinese (Simplified) Japanese
Japanese Korean
Korean Arabic
Arabic Portuguese
Portuguese